- 2024-05-16 07:59 2010
- 产品价格:面议
- 发货地址:云南昆明 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:101727423公司编号:13808682
- 戴龙生 业务经理 微信 18788473208
- 进入店铺 在线留言 QQ咨询 在线询价
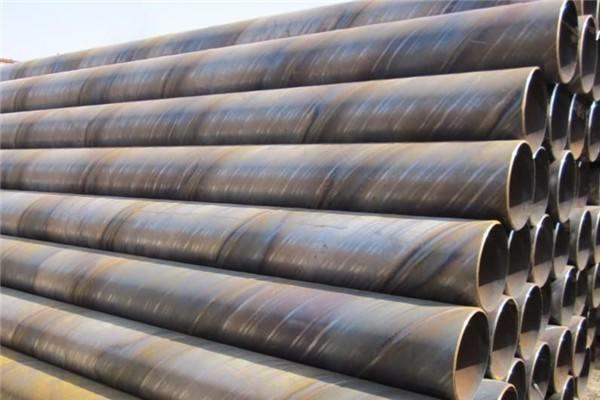
丽江螺旋焊管价格
- 相关产品:
丽江螺旋焊管多少钱
直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的。热轧带钢机组轧制工艺具有一系列的优点,具有获得生产管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。
需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
焊接工艺
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
螺旋焊管的优点:
(1)使用同一宽度的带钢能够生产出不同直径的钢管,尤其是可用窄带钢生产大直径的钢管。
(2)同等压力条件下,螺旋形焊缝所承受的应力比直缝小,为直缝焊管的75%~90%,因而能够承受较大的压力。与相同外径的直缝焊管相比较,在承受同等压力的情况下,壁厚可减小10%~25%。
(3)尺寸,一般直径公差不过0.12%,挠度小于1/2000,椭圆度小于1%,一般可以省去定径和矫直工序。
(4)可连续生产,理论上可以生产无限长钢管,切头、切尾损失小,可提高金属利用率6%~8%。
(5)和直缝焊管相比其操作灵活、换品种调整方便。
(6)设备重量轻、初投资少。可做成拖车式流动机组,直接在敷设管道的施工工地生产焊管。
(7)易于实现机械化、自动化。
螺旋焊管的缺点是:由于使用成卷带钢为原料,有一定的月牙弯,且焊接点是在具有弹性的带钢边缘区,因此不易对准焊炬,影响焊接质量。为此,要设置复杂的焊缝跟踪和质量检查设备。








{kind=link}