- 2024-05-15 07:59 3520
- 产品价格:面议
- 发货地址:云南昆明 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:102516752公司编号:13808682
- 戴龙生 业务经理 微信 18788473208
- 进入店铺 在线留言 QQ咨询 在线询价
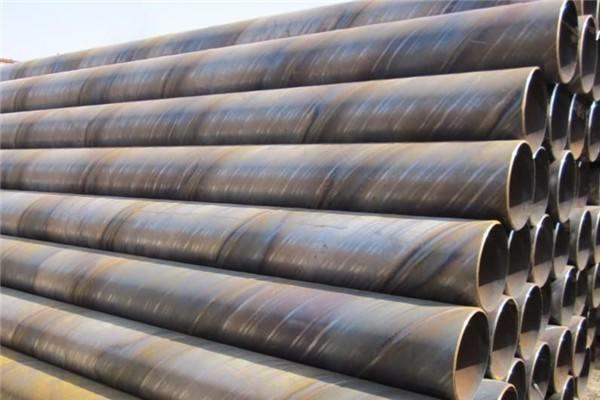
丽江螺旋焊管批发价格
- 相关产品:
螺旋焊管的优点:
(1)使用同一宽度的带钢能够生产出不同直径的钢管,尤其是可用窄带钢生产大直径的钢管。
(2)同等压力条件下,螺旋形焊缝所承受的应力比直缝小,为直缝焊管的75%~90%,因而能够承受较大的压力。与相同外径的直缝焊管相比较,在承受同等压力的情况下,壁厚可减小10%~25%。
(3)尺寸,一般直径公差不过0.12%,挠度小于1/2000,椭圆度小于1%,一般可以省去定径和矫直工序。
(4)可连续生产,理论上可以生产无限长钢管,切头、切尾损失小,可提高金属利用率6%~8%。
(5)和直缝焊管相比其操作灵活、换品种调整方便。
(6)设备重量轻、初投资少。可做成拖车式流动机组,直接在敷设管道的施工工地生产焊管。
(7)易于实现机械化、自动化。
螺旋焊管的缺点是:由于使用成卷带钢为原料,有一定的月牙弯,且焊接点是在具有弹性的带钢边缘区,因此不易对准焊炬,影响焊接质量。为此,要设置复杂的焊缝跟踪和质量检查设备。
防腐螺旋焊管技术
由于螺旋焊管的个体质量比较大,所以必须要堆放在室外,但是这就难避会被日晒雨淋,所以生锈的问题一直困扰着螺旋焊管的储藏时间和条件。所以我们有必要进行关于螺旋焊管的防锈知识的全面解答。
主要使用钢丝刷等工具对钢材表面进行打磨,螺旋焊管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
酸洗利用溶剂、乳剂清洗低压流体输送用焊接钢管(焊管)表面,以达到去除油、油脂、灰尘、润滑剂和类似的**物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对螺旋焊管堆码环境造成污染。
合理使用手段对生锈管件进行清理时保证管件长时间的服务于生产,创造多的生产效益。








{kind=link}