- 2024-10-06 01:01 2230
- 产品价格:面议
- 发货地址:云南昆明 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:110465279公司编号:13808682
- 戴龙生 业务经理 微信 187884732..
- 进入店铺 在线咨询 QQ咨询 在线询价
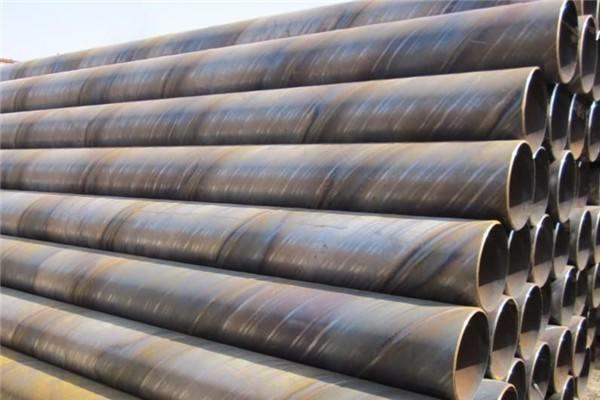
普洱螺旋焊管
- 相关产品:
防腐螺旋焊管技术
由于螺旋焊管的个体质量比较大,所以必须要堆放在室外,但是这就难避会被日晒雨淋,所以生锈的问题一直困扰着螺旋焊管的储藏时间和条件。所以我们有必要进行关于螺旋焊管的防锈知识的全面解答。
主要使用钢丝刷等工具对钢材表面进行打磨,螺旋焊管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
酸洗利用溶剂、乳剂清洗低压流体输送用焊接钢管(焊管)表面,以达到去除油、油脂、灰尘、润滑剂和类似的**物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对螺旋焊管堆码环境造成污染。
合理使用手段对生锈管件进行清理时保证管件长时间的服务于生产,创造多的生产效益。
强度特点
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
根据以上特点可知:
A.螺旋焊管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。
B.当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。
C.由于径向应力是存在于钢管上的大应力,所以焊缝处于垂直应力这一方向时承受大载荷。即直缝承受的载荷大,环向焊缝承受的载荷小,螺旋缝介于二者之间。
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
工业电视内检设备:检验内焊焊缝外观质量。
磁粉探伤仪:检验大口径钢管近表缺陷。
声波自动连续探伤仪:检验螺旋钢管全长焊缝的横向和纵向缺陷。
声波手动探伤仪:对大口径钢管缺陷的复检、补焊焊缝的检验及水压后焊缝质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。
X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及微机自动记录系统:检验每根大口径钢管的承压质量。
螺旋焊管的每米理论重量计算公式
螺旋焊管交货时分为按实际重量交货或按理论重量交货
实际重量--交货时,其产品重量是按称重(过磅)重量交货;
理论重量--交货时,其产品重量是按钢材公称尺寸计算得出的重量。其计算公式如下(要求按理论重量交货者,需在合同中注明):
螺旋焊管每米的理论重量计算公式:W=0.0246615(D-S)S+0.5
式中:W--螺旋焊管每米理论重量,kg/m;
D--螺旋焊管的公称外径,mm;
S--螺旋焊管的公称壁厚,mm。
因管线的承载压力日益增高,使用条件日益苛刻,并且要尽量延长管线的使用寿命,所以螺旋焊管的主要发展方向是:
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。
联系电话是0871-62569996, 主要经营昆明钢材供应销售商:止水钢板加工,方管镀锌钢管销售 ,钢模板批发,无缝钢管经销,钢板折弯剪切,彩钢瓦及树脂瓦销售,镀锌钢材批发。
单位注册资金单位注册资金人民币 250 - 500 万元。
{kind=link}