- 2023-10-10 13:59 3380
- 产品价格:3980.00 元/吨 起
- 发货地址:江苏无锡锡山区 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:153193839公司编号:14238830
- 萧经理 微信 138061907..
- 进入店铺 在线咨询 QQ咨询 在线询价
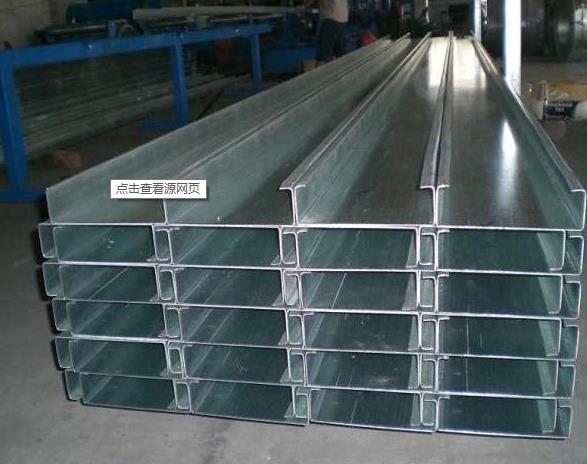
天津屋面镀锌檩条规格
- 相关产品:
产地:江苏材质:Q235品牌:普乐士抗压强度:强用途:建筑生产标准:国标
干法镀锌则是将助镀溶剂置于单独的助镀溶液池中,经过脱脂和酸洗的高频焊接H型钢浸人助镀溶剂池中助镀后,再浸入锌液中获得热镀锌镀层的工艺方法干法热镀锌的工艺优点是产量高,高频焊H型钢件表面镀锌层较为美观、光滑,锌渣生成率低同时车间的空气更清洁。随着现代热浸镀锌企业向大规模、高效率发展,大多数热浸镀锌企业均采用干法热镀锌。因此,大多数的高频焊H型钢采用干法热镀锌工艺。
拉条通常是使用圆钢制作而成的,圆钢直径尽量不要小于10毫米。圆钢拉条可以设在距檩条上翼缘三分一腹板高度的范围内。当在风吸力作用下,檩条下翼缘受压的时候,屋面尽量使用自攻螺钉直接与檩条连接为好,拉条则尽量设在下翼缘附近。为了顾及到无风与有风这两种情况,可以在上、下翼缘附近交替布置。当采用扣合式屋面板时,拉条的设置应该根据檁条的稳定计算来确定。刚性撑杆可以采用角钢、钢管或方钢制作而成,一般按照压杆的刚度要求系数小于220来选择截面。
实腹式檩条可以通过檩托与刚架斜梁来连接,檩托可以用角钢和钢板制成,檩条和檩托的连接螺栓不要少于2个,并且沿着檩条高度方向布置。这里设置檩托的目的是为了防止檩条端部截面的扭转,来增强其整体的稳定性。
往往在刚开始热镀锌时因水温过低,则使镀锌后的高频焊H型钢檩条易变形,在冬天热镀锌时应提前将冷却水温度提高到适宜温度。水温过高则使镀锌高频焊H型钢檩条镀锌层表面变暗。并应时常检查其pH值,有条件的地方应保持流动的清水。
对于紧固件热镀锌,经离心机对紧固件镀锌层甩锌后,应注意调整进行水冷却时间,以防止镀锌层脱锌皮的问题。
联系电话是0510-66751008, 主要经营无锡普乐士钢业有限公司是一家专业生产闭口楼承板、彩钢板、铝镁锰屋面板、镀锌檩条、楼承板厂家,价格优惠,欢迎广大用户来电咨询。 。
单位注册资金单位注册资金人民币 500 - 1000 万元。
{kind=link}