- 2024-05-18 08:20 2648
- 产品价格:4000.00 元/吨 起
- 发货地址:云南昆明官渡区 包装说明:不限
- 产品数量:9999.00 吨产品规格:不限
- 信息编号:201632453公司编号:14152622
- 喻良希 经理 微信 135291830..
- 进入店铺 在线咨询 QQ咨询 在线询价
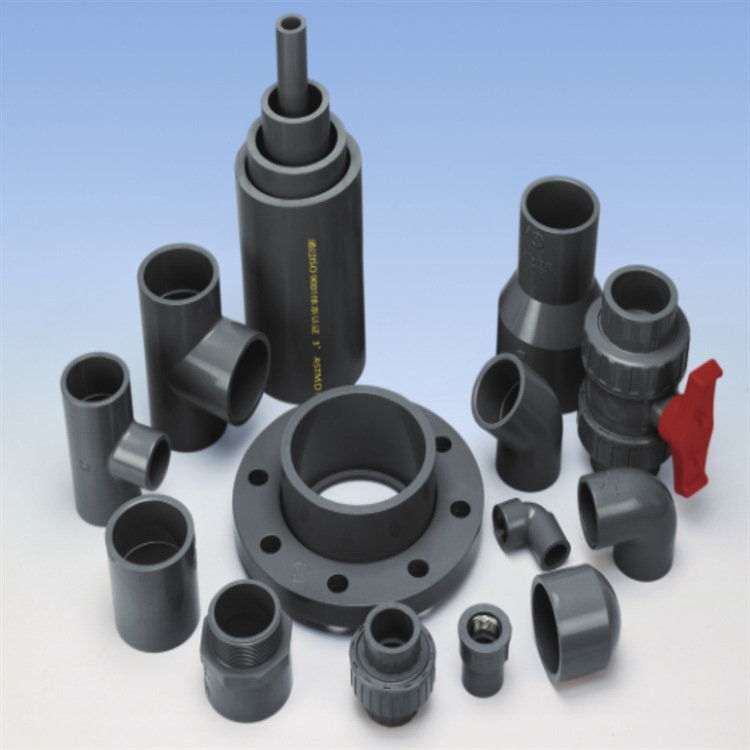
pe管道电熔配件|云南管道配件今日价格
- 相关产品:
特性:安装方便应用场景:公共绿地加工定制:是等级:A级材质:ABS,PVC材质1:法兰材质4:卡箍材质2:共板卡扣材质5:角码材质3:软接材质6:pV复合铝箔管
玻璃钢管件种类包括玻璃钢法兰、玻璃钢弯头、玻璃钢三通、玻璃钢四通、玻璃钢变径管(玻璃钢大小头)等玻璃钢管道配件产品或玻璃钢复合管道相应玻璃钢复合管件。玻璃钢管件特点:
轻质高强:玻璃钢制品的材料密度通常为1.8~2.1g/cucm,约为钢材的1/4~1/5,环向抗拉强度≥300MPa,比强度比钢材高。
耐化学腐蚀,使用寿命长:玻璃钢具有优异的耐化学腐蚀性能,在腐蚀性介质中,玻璃钢显示出其他材料所无法比拟的优越性,不同基体原材料可以耐多种酸、碱、盐和。
可设计性强:玻璃钢可以通过改变原材料的组合和内衬层、结构层、外表化层等各层厚度结构及成型工艺从而调整制品的物理化学性能,以适应不同介质和工作条件下的需要,达到各方面的化。
管件的热处理工艺1制造及热处理
1.1管件的制造
1.1.1管件可采用弯曲,挤压,推制,模压,机械加工等冷加工或热加工方法成形,但成形方法应做到使管件不产生有害缺陷.
1.1.2合同允许采用锻轧筒体或棒材制造管件时,可以采用锤锻,压锻,穿孔,墩锻,轧制等成形制造方法.锻制筒体或棒材应逐件进行力学性能,化学成分和超声波探伤等检验以符合相应标准的规定要求.
1.1.3采用锻轧棒材通过机械加工方法制造管件时,其公称尺寸于小于或等于DN100,且不得用棒材直接经机械加工方法制造弯头,三通和四通.
1.1.4制造工艺应保证管件在成形时,其圆弧过渡部分外形圆滑.
1.1.5管件端部应加工坡口,其尺寸和形状应符合图12和表16的要求.
1.1.6管件焊接端部过渡部分的包络线应符合图13的要求.
1.2管件的热处理
1.2.1采用冷加工成形的管件,成形后应进行消除应力的热处理.
1.2.2采用热加工成形的管件,对铬钼钢和不锈钢材料,应进行热处理;对碳素钢材料,其终成形温度低于750oC时,应进行热处理.
1.2.3材料热处理方式见表17,管件的硬度值应符合表18的要求.
1.2.4奥氏体不锈钢管件热处理后应进行酸洗钝化处理.
如何提高碳钢弯头使用性能
碳钢弯头的磨损一直是影响安全文明生产的一个因素,随着科学技术不断发展,材料也不断创新,相继出现铸石、铸钢、合金、离心浇注复合陶瓷等材料。其中管道内衬氧化铝陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和高的耐高低温强度性能,国外进口设备,大部分都是用这种碳钢弯头,碳钢弯头出厂就装贴耐磨陶瓷。已成为一种应用广泛耐磨材料,占据了世界特种陶瓷市场份额(耐磨材料)的80%左右。
碳钢弯头成形工艺是采用弯头推制机、芯模和加热装置,为了达到套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径和弯曲成形的过程。碳钢弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯的直径小于弯头直径,通过芯模来控制坯料的变形过程,使内弧处的被压缩金属流动,补充到因扩径而减薄的其它部位,从而得到壁厚均匀的碳钢弯头。
碳钢弯头成形工艺具有外形美观、壁厚均匀以及连续作业,适于大批量生产产品的特点,因而成为碳钢、合金钢弯头的主要制作方法,并也应用在某些规格的不锈钢弯头的制造中。成形过程的加热方法有中频或高频感应加热(加热圈可以是多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
详解大小头的制作工艺和注意事项
大小头(异径管)是用于管道口径的一种管件。
通常采用的成形工艺为缩径压制、扩径压制或缩径加扩径压制,对某些规格的异径管也可采用冲压成形。
a. 缩径/扩径成形:大小头的缩径成形工艺是将与大小头大端直径相等的管坯放入成形模中,通过沿管坯轴向方向的压制,使金属沿模腔运动并收缩成形。
根据异径管变径的大小,分为一次压制成形或多次压制成形。
b. 冲压成形除使用钢管为原料生产大小头外,对部分规格的大小头还可用钢板采用冲压成形工艺进行生产。
拉伸所使用的冲模形状参照大小头内表面尺寸设计,用冲模将下料后的钢板冲压拉伸成形。
大小头粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用擦拭干净,有以下几点要注意:
1、控制口径:DIN标准(DN10-DN150)、3A/IDF标准(1/2"-6")、ISO标准(Ф12.7-Ф152.4);
2、工业标准:DIN、ISO、SMS、3A、IDF等;
3、产品材料:不锈钢304、316、316L;
4、质量与用途:大小头内外用抛光设备处理,达到表面精密度要求;此产品适用于 乳品、食品、啤酒、饮料、制药、化妆品等工业领域;
5、对外加工:可以按用户要求来图、来样加工非标产品;
6、连接方式:卡箍(快装)式、焊接式、螺纹(活接)式。
注意大小头也适合于环保除尘行业中的管道变径,一般都是钢板卷制切割焊接而成,管径大小不一,材料一般都是热轧卷板,应用的非常好,可以节约成本。
管件的外观检查
7.1.1外观检查应逐件进行.
2.1.2管件的表面应光滑无氧化皮.
2.1.3管件上不得有深度大于公称壁厚的5%,且深度不得大于0.8mm的结疤,折迭,轧折,离层等缺陷.
2.1.4深度**过公称壁厚12%或大于1.6mm的机械划痕和凹坑应予去除.
7.2管件的形状和尺寸检查
管件的形状和尺寸应逐件检验,并应符合本标准*4章和6.1的要求.
2.3管件的硬度检验
对碳素钢和奥氏体不锈钢管件,每批应抽3%且不少于2件做硬度检验,结果如有1件不合格,应加倍检验,若仍有1件不合格,应逐件检验.对合金钢管件应逐件进行硬度检测.
2.4管件的无损检测
2.4.1对下列产品应逐件进行磁粉或渗透检测:
a)碳钢,不锈钢材料的三通,四通;
b)合金钢材料的各类管件.
2.4.2检验按JB4730标准的规定,Ⅰ级为合格.
2.4.3不得有微裂纹.
2.5低温冲击韧性试验
16MnDR,09Mn2VDR等低温用钢,必须做低温夏比冲击试验,试验用试件应在同批母材上选取,并具有与管件相同的终热处理状态.试验要求和试验结果应符合GB150的规定.
2.6补充检验
当采购方有要求时,可增加下列检验项目中的一项或数项,检查应由制造厂完成,检验项目,抽样方法和合格判定应在合同中规定.
a)磁粉检测;
b)渗透检测;
c)超声波检测;
d)X射线照相检测;
e)晶间腐蚀;
f)金相组织试验;
g)力学性能试验;
h)合同规定的其他检验,试验.
3设计验证试验
3.1要求做的试验
当制造厂选择用验证试验方法对管件进行合格评定时,应按本标准的规定进行验证试验.除非制造厂和采购方之间另有协议,设计验证试验应是依据管件和它连接的管子的计算爆破压力进行的一种试验.
3.2试验程序
3.2.1样品件
作为产品样品并用于验证试验的管件应查验材料牌号和炉号,包括热处理.管件应经过尺寸检验,各项要求应符合本标准的规定.
联系电话是15096622837, 主要经营昆明煌润商贸有限公司主营大棚杆、方管、钢管配件、钢结构材料加工、钢模板、供排水管道等产品的昆明大棚杆厂家、昆明方管厂家、昆明钢模板厂家,公司以玉钢、昆钢、攀钢各大厂家为依托,并建立了稳固的战略合作伙伴关系,公司拥有完善的销售服务体系,为公司的进一步发展奠定了坚定的基础。 。
单位注册资金单位注册资金人民币 100 万元以下。
{kind=link}